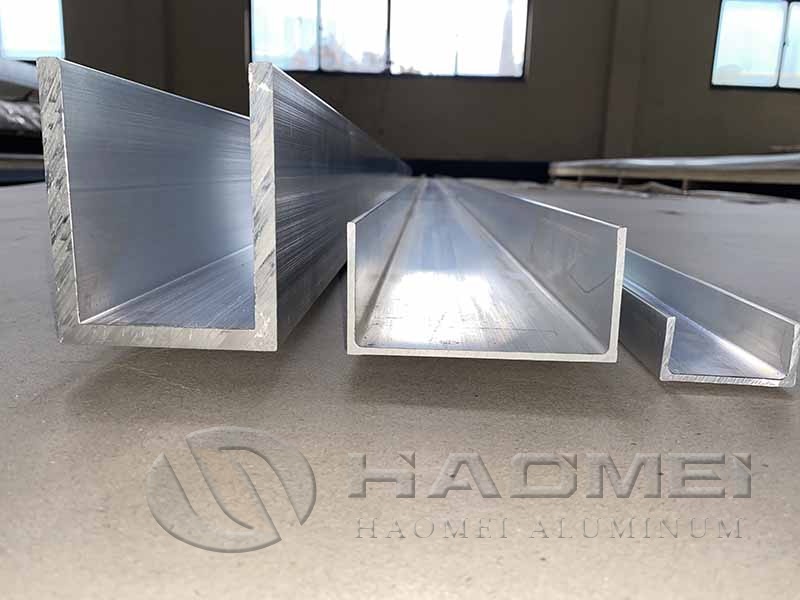
Aluminum Boat Extrusions
For boatyards, distributors, and marine fabricators, the Christmas/New Year shutdown is not empty time. It is the short window when damaged gunwales, deck channels, rub rails, seat tracks, and reinforcement profiles can be replaced before spring launch orders arrive. The main concern is fit-up: if an extrusion does not seat cleanly against the hull or sheet edge, welding time rises, straightening becomes harder, and holiday labor hours are wasted.
A practical holiday solution is to treat aluminum boat extrusions as a pre-packed refit kit, not as separate metal stock. The kit should match drawings, alloy, temper, welding wire, sheet grade, pipe fittings, and packing method before yards reduce receiving hours.

Why fit-up matters during the holiday refit window
Dimensional fit-up controls three cost drivers: welding speed, surface finishing, and rework. ASTM B221/B221M covers aluminum and aluminum-alloy extruded bars, rods, wire, profiles, and tubes. EN 755 covers extruded rod, bar, tube, and profiles in Europe. These standards help define product form and tolerances, but they do not replace the boatyard drawing. The profile must still match the hull curve, slot width, wall thickness, and weld access.
During holiday refits, there is less time for trial cutting. For channel, gunnel, and custom marine profiles, specify Boat Extrusions by drawing number, alloy, temper, length, surface requirement, and packing label. Do not rely on a photo when a cross-section controls assembly.
| Fit-up item | What to specify | Why it prevents holiday rework |
|---|---|---|
| Slot or groove width | Nominal size plus tolerance from drawing | Stops loose panels and uneven weld gaps |
| Wall thickness | Minimum and nominal thickness | Maintains stiffness after grinding and polishing |
| Straightness | Requirement per applicable extrusion standard or drawing | Reduces clamping and flame-straightening time |
| Length | Cut length plus end-trim allowance | Avoids short pieces after miter cutting |
| Surface | Mill finish, anodizing suitability, or brushed finish | Prevents unexpected sanding before installation |
| Identification | Bundle tag by hull, deck, or station | Speeds sorting when staff is reduced |
For regulated craft, do not treat profiles as decorative parts only. ISO 12215-5 addresses hull construction and scantlings for small craft, including design pressures, design stresses, and scantling calculation. If an extrusion contributes to hull strength, the naval architect or responsible engineer should confirm the design basis before ordering replacements.
Specify the extrusion package before yards slow down
Use the holiday calendar as a reverse schedule. For North American and European operations, Christmas and New Year holidays reduce receiving days. For supply chains that include Asia, Lunar New Year can also affect mill scheduling, inland trucking, and port handling. Confirm national holidays with the mill, carrier, and customs broker rather than assuming normal transit.
Start from the yard installation date and work backward:
- T-10 weeks: freeze profile drawings, alloy, temper, and annual demand split by hull model.
- T-8 weeks: confirm extrusion die availability, minimum run quantity, and cut length.
- T-6 weeks: match welding wire, marine sheet, pipe fittings, and stainless tube items for one shipment plan.
- T-4 weeks: approve mill test certificate format, packing method, and bundle labels.
- T-2 weeks: verify vessel or truck booking, Incoterms 2020 term, and delivery appointment.
- Arrival week: inspect packaging, labels, visible damage, and sample dimensions before releasing to production.
For alloy selection, fit-up and fabrication matter as much as strength. Where a structural profile needs good machinability, corrosion resistance, and weldability, Alu 6061 is widely used in marine components when design requirements allow it. 6063 is often selected for complex sections and surface finish. 6082 is common in Europe for higher-strength structural use. Final selection must follow the drawing, welding procedure, and service environment.
| Alloy option | Common reason for use | Holiday refit caution |
|---|---|---|
| 6061 | Balanced strength, machinability, and weldability | Check temper and heat-affected zone strength after welding |
| 6063 | Good extrudability and surface appearance | Not the first choice when higher structural strength is required |
| 6082 | Higher strength than many 6xxx alternatives, common in Europe | Confirm local availability and welding procedure before shutdown |
For welding, AWS D1.2/D1.2M is the Structural Welding Code - Aluminum. It is an authority for welding requirements, procedure qualification, and workmanship acceptance where adopted by the project. Match filler wire to the base alloy and service condition; ER5356 and ER4043 are common choices, but the welding engineer should approve the filler for strength, cracking resistance, anodizing appearance, and corrosion exposure.
Pricing should also be transparent before the holiday period. A verifiable quotation format usually separates the public aluminum basis, such as the LME official aluminum cash settlement, from billet premium, extrusion conversion charge, cutting or machining, packaging, and freight. This makes price movement easier to audit and prevents confusion between metal value and fabrication cost.
Inspection, packing, and shipment checklist
The safest holiday package is one that production staff can receive, identify, and install without searching through mixed bundles. Combine profiles with matching marine aluminum sheet, welding wire, pipe fittings, and seamless stainless steel pipe only when each item is tagged by project and protected from contact damage.
Use this receiving checklist before material enters the cutting area:
| Checkpoint | Accept only when | Action if not met |
|---|---|---|
| Mill certificate | Alloy, temper, heat number, and standard are shown | Hold bundle and request corrected certificate |
| Cross-section | Critical dimensions match drawing sample | Quarantine before cutting |
| Surface | No deep dents, gouges, or white corrosion staining | Photograph damage and record bundle tag |
| Straightness | Within drawing or standard requirement | Separate for engineering review |
| Bundle label | Project, hull model, length, and quantity are visible | Relabel before storage |
| Packing | Profiles are separated, dry, and end-protected | Repack to prevent rubbing during storage |
For export or intermodal shipping, request moisture control and rigid supports. Long marine profiles can twist when bundles are lifted at the wrong points. Specify lifting marks, timber spacing, waterproof wrapping, and desiccant where climate changes are expected. If stainless pipe and aluminum profiles share a container, keep them separated to reduce abrasion and contact contamination.
A focused purchase package for the holiday window should include:
- Approved extrusion drawings with revision numbers.
- Alloy and temper per ASTM B221/B221M or EN 755, as applicable.
- Required certificate type, such as EN 10204 3.1 when the project requires traceable inspection documents.
- Matching welding wire grade and diameter.
- Marine sheet sizes for adjoining panels.
- Pipe fitting and seamless stainless pipe list by system.
- Packing plan showing bundle labels, protection, and unloading method.
- Delivery appointment that accounts for Christmas/New Year or Lunar New Year closures.
| Decision | Recommended holiday action |
|---|---|
| Profile is structural | Engineering review before order release |
| Profile is decorative or trim | Prioritize surface finish and bend-free packing |
| Yard has limited holiday staff | Use hull-by-hull bundle labels |
| Price exposure is a concern | Separate LME basis, premium, conversion, packing, and freight |
| Launch season starts soon | Approve drawings and certificates before mill shutdown dates |
Original Source:https://www.marinealu.com/a/aluminum-boat-extrusions.html
Tags: Aluminum Boat Extrusions , Boat Extrusions , Alu 6061 , Marine Aluminum Profiles ,